Produkt




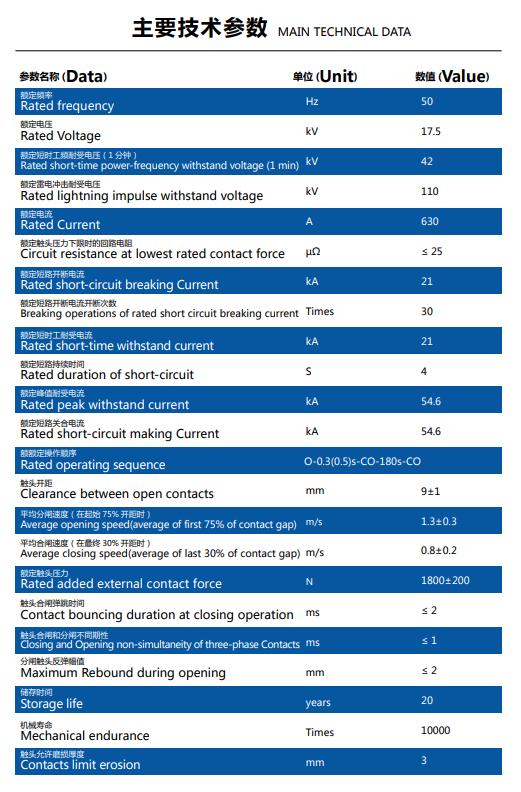
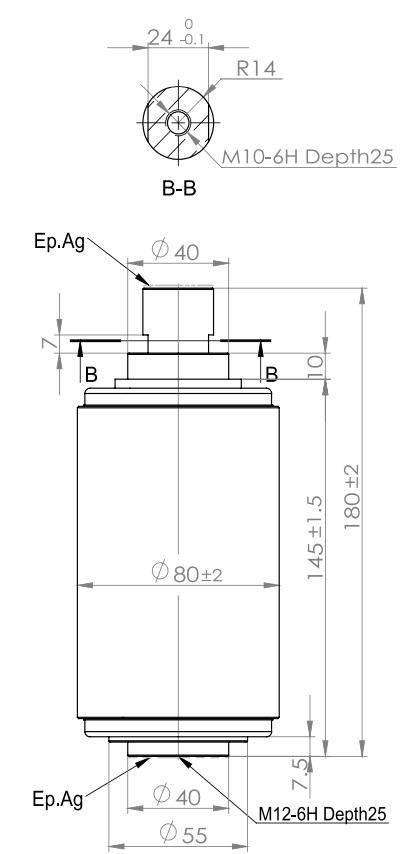
Vakuumafbryder til eksport TD-17.5/630-21(188)
Kort beskrivelse af produktet:
Underenheder af vakuumafbrydere blev oprindeligt samlet og loddet sammen i en brint-atmosfæreovn.Et rør forbundet til afbryderens indre blev brugt til at evakuere afbryderen med en ekstern vakuumpumpe, mens afbryderen blev holdt ved ca. 400 °C (752 °F).Siden 1970'erne er afbryderens underkomponenter blevet samlet i en højvakuum loddeovn ved en kombineret lodde- og evakueringsproces.Tit (eller hundredvis) af flasker behandles i én batch ved hjælp af en højvakuumovn, der opvarmer dem ved temperaturer op til 900 °C og et tryk på 10−6 mbar.Dermed opfylder afbryderne kvalitetskravet "livstidslukket".Takket være den fuldautomatiske produktionsproces kan den høje kvalitet konstant reproduceres til enhver tid.
Derefter bruges vurderingen af afbryderne ved hjælp af røntgenproceduren til at verificere positionerne samt fuldstændigheden af de interne komponenter og kvaliteten af loddepunkterne.Det sikrer den høje kvalitet af vakuumafbrydere.
Under formning etableres vakuumafbryderens definitive interne dielektriske styrke med gradvist stigende spænding, og dette verificeres ved en efterfølgende lynimpulsspændingstest.Begge operationer udføres med højere værdier end dem, der er specificeret i standarderne, som bevis på kvaliteten af vakuumafbryderne.Dette er forudsætningen for lang udholdenhed og høj tilgængelighed.
Under visse omstændigheder kan vakuumafbryderen tvinge strømmen i kredsløbet til nul før det naturlige nulpunkt (og vending af strømmen) i vekselstrømkredsløbet.Hvis afbryderdriftstimingen er ugunstig i forhold til AC-spændingsbølgeformen (når lysbuen er slukket, men kontakterne stadig bevæger sig, og ioniseringen endnu ikke er forsvundet i afbryderen), kan spændingen overstige mellemrummets modståelsesspænding.
I dag, med meget lav strømafbrydelse, vil vakuumafbrydere ikke inducere en overspænding, der kan reducere isolering fra omgivende udstyr.